郑州高氏电磁感应加热设备有限公司
全国客户服务热线
0371-53732143
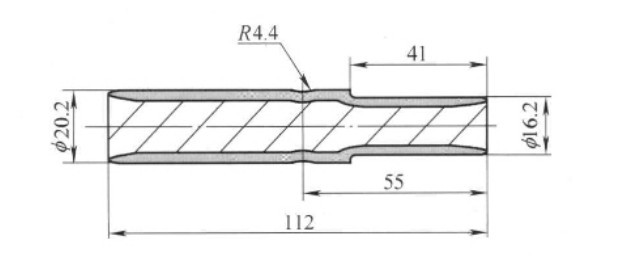
水泵轴是汽车发动机冷却水泵中的重要运转部件。现代汽车的水泵轴承是一种简化了的双承轴承,取消普通轴承的内圈,将轴的表面直接制成轴承的内圈,从而减小体积,加大承载能力。 为进一步提高水泵轴的强度 韧性及疲劳寿命越来越多的国内外汽车厂商采用感应加热技术对水泵轴进行表面淬火工艺处理 。为适应汽车行业高质量,大批量生产的需求,我们开发了数控全自动水泵轴感应淬火设备。
一、成套水泵感应淬火设备的构成
1. 水泵感应淬火设备 机床为卧式双工位结构,工件由旋转全程托载扫描淬火,配备自动上下料机构,以数控系统我核心进行电气控制,实现全自动运行。
整机由床身架体,进给机构,旋转装置,自动上下料机构,负载及调节装置等组成。
床身用于承载机床各部件,器下不兼容淬火液水槽,上部为工业铝合金制造,全封闭结构,设有调整和观察窗口。
进给机构为机床关键部件,采用直线传动单元,平稳推进工件连续进给加热—冷却,配合数控程序可精确定位,无极调速,以控制工件淬硬层深度及表民硬度。
旋转装置用于轴向全程支撑工件,并带动工件自转。三套支撑辊卧式放置,两支撑辊之间形成两个托载工件的加工工位,支撑辊同步旋转,托载的工件自转。该结构可保证工件淬硬均匀,有效降低工件受热后的弯曲变形量,并提高生效效率。
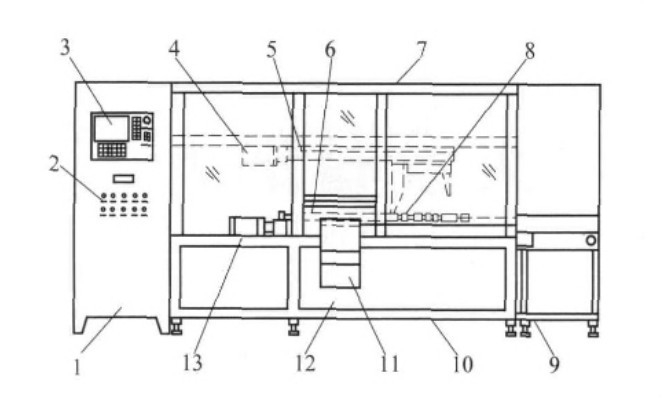
1.机床电控柜 2.手动按钮 3.数控面板 4.伺服电机 5.直线传动单元 6.旋转支承辊 7.铝合金框架 8.加热感应器 9.出料机 10.床身假体 11.上料机 12.淬火液槽 13.旋转电动机 上料机构为单件步进式出料斗,料斗批量放入工件,由启动双级推杆向上顶料,保证每次动作仅进出一件工件,经缓冲落入支承辊工位内。下料机为连续运行的顶板链传送带,将加工完毕的工件送入接料想。负载装置是由淬火变压器,补偿电容,加热感应器及相应的水冷管路组成的谐振系统,整体安装在上下,前后,左右均可调整的三位调节-锁定装置后。调整范围为50-100mm,使加热感应器与加工工件保持一致的同轴度。
2. 数控电气系统
设备标准配置为西门子数控系统,由伺服电动机驱动工件进给机构,精确控制工件移动速度,定位坐标,停留时间等;与晶体管电源联机。控制电源能量开启-关闭,并实现在线能量边功率输出。
数控液晶操作面板上现实位置坐标,移动速度,移动距离,加热时间和喷液时间等工艺参数,现实各项报警信息及故障代码,以准确的安端故障类别和方位。
二、水泵感应淬火设备工作原理
机床动作流程:工件成批由人工防治在自动上料机构料斗内;按机床自动启动按钮,上料气缸动作,每次定出单根工件到支承辊的工位内,支承辊保持旋转,带动工件匀速旋转。
光点开关发讯,启动晶体管电源加热,淬火液喷淋泵开启,对加热的工件强冷,实现淬火。工件的淬火距离及位置,速度值由数控程序设定。
淬火结束,传动单元滑块继续推动工件达到除了机后部,有出料机导出,滑落到接料箱内。
上一篇:典型零件感应加热热处理




