郑州高氏·高频淬火设备专业制造商
全国客户服务热线
0371-53732143
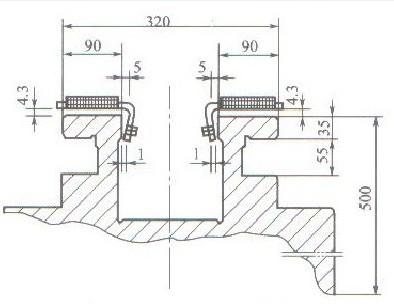
②超音频加热表面淬火热处理技术条件 如图所示,要求导轨的上表面及内侧表面淬火,硬度67-74HS。
③圆超音频加热表面淬火热处理工艺规范a.感应淬火加热设备功率200kW,频率30~50kHz。
b.淬火工艺:加热温度900~920℃,导轨移动速度3.3mm/s。
c.电参数:阳极电压3.5kV; 阳极电流5.5A;栅极电流1A。
d.喷水压力0.15MPa。
e.回火:淬火余热自回火。分别先后淬左、右导轨,但导轨淬火时运动方向应同向。
f.淬后硬度67一74HS,淬硬层深度>1.5mm。
④超音频加热表面淬火热处理工艺解析与实施要点
a.感应器及与导轨的间隙如图2-34所示,为使淬火导轨表面加热及温度均匀,分别在感应器预热圈和加热圈粘相同数量的导磁体。为避免导轨棱角处烧损,应将此处铁屑、油污等清理干净,并去毛刺,将棱角处适当倒钝。b.为减少淬火后的导轨下凹变形,上导轨面淬火前加工成中间上凸0.20~0.25mm




