郑州高氏·高频淬火设备专业制造商
全国客户服务热线
0371-53732143
变速箱齿轮类锻件一般选用低碳合金钢,采用超音频淬火炉进行正火处理,获得合适硬度,有利切削加工;作为渗碳前的热处理,其主要目的是细化晶粒,均匀组织,改善不良的组织(魏氏组织、网状渗碳体),为随后的热处理做好组织准备。
尽管此类锻件目前进行的正火处理逐渐在向组织均匀性更好的等温正火处理发展,但是,由于正火处理工艺过程简单,对设备要求低,多数锻件仍然在进行正火处理。
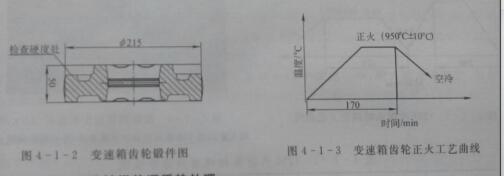
例如某变速箱齿轮锻件,锻件示意图见图4-1-2,材料为20CrMnTiH,锻件重量为8.4kg,要求进行正火处理,正火后硬度要求为156HBW~207HBW。
正火工艺为:加热温度950℃,采用超音频淬火炉生产,锻件装在料盘内,推盘周期为10min,锻件在超音频淬火炉内总加热时间为170min,锻件保温后出炉,进入炉后的风冷室内进行空冷。
其正火工艺曲线见图4-1-3,正火后抽查锻件硬度,其硬度均在156HBW~207HBW范围内。小时生产能力为1700kg。